There are many different ways to organize the people who carry out maintenance work. Any organization structure will provide good results if the right people fill the key positions on the organization chart, however, there are some basic principles that will help to make management of maintenance efforts more effective, and some things to avoid. This article is my opinion of some of these factors, based on experience and observation in many industries and institutions.
- As far as possible, provide your operating customers with “one-stop shopping“.
In a process manufacturing plant, each operating area usually has one person (the “Operations Coordinator” or some similar title) who is responsible for interfacing with Maintenance. Ideally, there will be one person in Maintenance who is the Operations Coordinator’s single point of contact to get any maintenance work done. This person should be the Maintenance Supervisor, who’s area of responsibility should exactly match the Operations Coordinator’s area.
Practically, it is sometimes more appropriate for the Mechanical Supervisor and the Operations Coordinator to cover the same area, while the Electrical Supervisor may cover two or three operating areas.
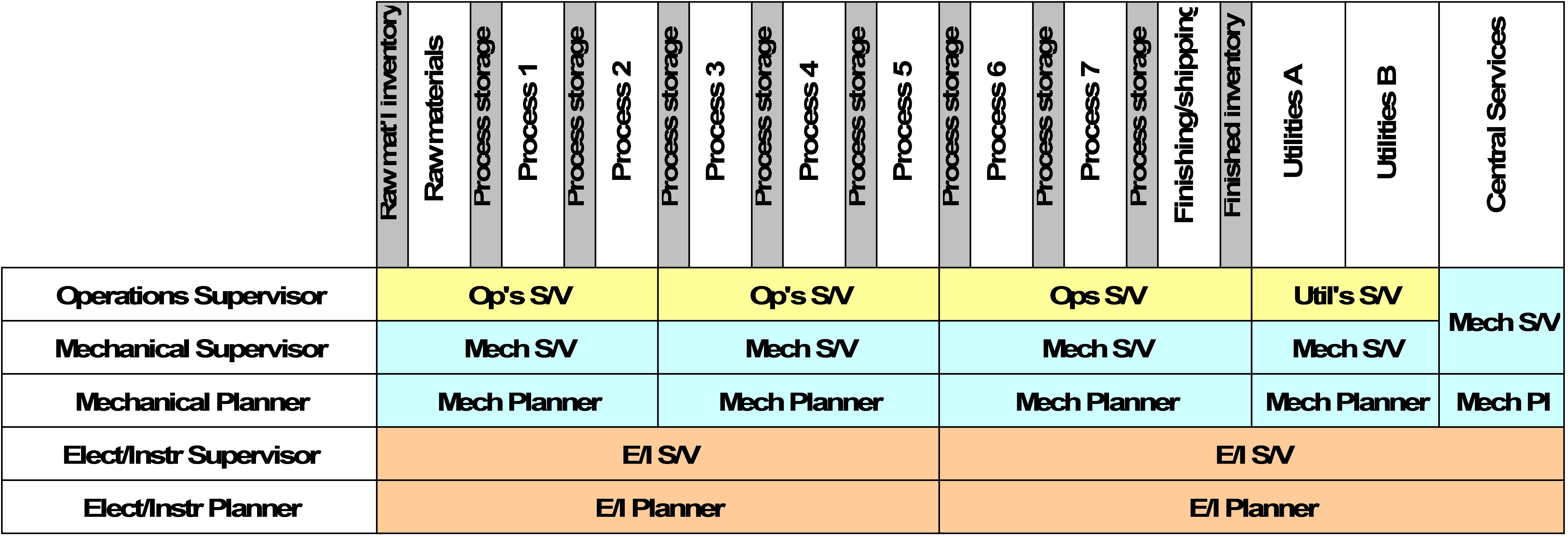
Operating areas should be based on the process and not on the plant geography, and will, ideally, begin and end at significant in-process storages. This allows each area some autonomy in scheduling short outages for maintenance by using the ingoing and outgoing inventory. Of course, there is probably a “bottleneck” area, where opportunities for maintenance that don’t affect other areas may be very limited. Process storages themselves should be assigned to the upstream or (usually) the downstream department depending on which is most affected by the storage itself (inventories, temperatures, agitation, etc).
A model of an efficient manufacturing organization is shown below. The same principles apply to non-manufacturing organizations. In a hospital or university, the “Operations coordinator” may be called a “Building manager” or similar title:
- Pay attention to the geography
The key positions in manufacturing are the Operations Coordinator, the Maintenance Supervisor and the Planner. These three positions have very different roles and responsibilities, but it is essential that they can easily communicate frequently each day, both in formal meetings and informally. Their offices should be conveniently close to each other and, of course, close to the operation, and break areas such as lunch and coffee areas should be shared.
The Planner’s office should be close to the Maintenance Supervisor’s office, but located out of the “traffic” that the Maintenance Supervisor typically sees. For example, locating the Planner’s office on the floor above the Supervisor’s office will protect the Planner from interruptions and allow him/her to focus on planning (and scheduling).
- Ensure “system responsibility“.
Complete systems should be maintained by one maintenance crew. For example, all components of a simple steam heating system should be under the responsibility of a single maintenance supervisor.
Example – in one large organization, the small boilers were the responsibility of one department and the heating units and controls were the responsibility of another. In fact, the lowest position on the organization chart with common responsibility for both steam supply and heating units was no less than five organization levels above the tradesmen who performed the maintenance work. Not surprisingly, there were complaints from the boiler maintenance crew about the quantity and quality of returned condensate.
The same applies to complex systems, such as electro-hydraulic controls. To facilitate troubleshooting and training, there should be one trade or skill who can take responsibility for the entire system.
Example – in another organization, hydraulic valves were the responsibility of the pipefitters, cylinders the millwrights and controls the electricians, resulting in unnecessary finger-pointing when systems failed.
- Minimize the number of organization levels
Within reason, of course. Deep maintenance organizations complicate decision-making, delay approvals and waste time in meetings and other activities that do not directly support the objective of providing a reliable plant to the operators.
- Keep the Storeroomunder the Maintenance umbrella.
The vast majority of transactions in a typical Storeroom are for maintenance materials, and the Stores should have the objective of ensuring that Maintenance people get the right material at the right time and right place. The best way to ensure that this happens is for the Storeroom to be an integral part of the Maintenance Department.
- Report to Operations or Maintenance?
In some organizations, Maintenance people report to a Maintenance Manager, in others they report to the Operations Manager, or to lower levels of the operations department. Where maintenance reporting has been changed from Maintenance to Operations, its likely that maintenance has been perceived to be ineffective and there is a belief that the reporting change will improve performance.
The advantages of each option include:
Maintenance reporting to a Maintenance Manager
Advantages:
– Maintenance systems, such as spare parts lists, detailed planning, scheduling and equipment information are likely to be better managed.
– There is a dedicated team of people who are focused on plant reliability.
– The Operations management team does not need to be involved in routine maintenance functions, such as budget control, training, hiring, Stores management, etc.
– More work will get done.
– The plant will run better in the long term.
Maintenance reporting to an Operations Manager
Advantages:
– Maintenance people will probably become very good at responding to emergencies.
In my experience, moving the responsibility for maintenance from a Maintenance Manager to an Operations Manager is unlikely to fix the problems that made this change look like an opportunity.
- Where should Lubrication responsibilities lie?
Lubrication may be a Maintenance or an Operations responsibility (and cost). However, because good lubrication is the cornerstone of a reliability programme and has become a technology of its own, I believe that it deserves dedicated technical management.
Where lubrication technicians, or tradesmen who include routine lubrication as a part of their duties, report to area mechanical supervisors, it is very likely that at least some of these supervisors will pay less attention to lubrication routines than they deserve.
A dedicated lubrication supervisor will provide the best routine service to any but the simplest operation. Because the lubrication technicians are often the best eyes and ears in the plant, their supervisor must ensure that they have frequent (at least daily) contact with the area mechanical supervisors. Lubrication activities must also be carefully scheduled with other maintenance work during all plant shutdowns.
There are, of course, many other aspects of maintenance organization. Some of these will be covered in future articles. Related articles on this site include:
– Maintenance business processes and position descriptions
– The Operations/Maintenance relationship
To return to the articles index, click here.
©Veleda Services Ltd
Don Armstrong, P. Eng, President