All Maintenance business processes should be under constant review to ensure that they are promoting the activities that will give the best reliability and other desirable results. These processes include the work order system, spare parts list maintenance, preventive maintenance inspection routes, parts replenishment and so on. Each must have an owner, as identified on his/her job description, and it should be a part of the owner’s responsibility to not only keep improving each business process, but also to check that it is being used the way it is supposed to be.
The following is an example of how a business process can give the impression of success while completely failing to support reliability objectives.
While training in a large pulp mill I noticed that many Maintenance KPI’s were posted on notice boards around the mill. Most of these were “leading” KPI’s” such as “Schedule compliance” and “% planned work” and included graphs of “PM compliance”. This graph showed that almost 100% of PM inspection routes were being completed each month.
As part of the training I selected a pump close to the training room for one of the exercises. I walked out to take photos of this pump and here’s what I found:
The stuffing box gland follower had no take-up left and it was leaking a steady stream of water.
I checked the maintenance computer system, and to my surprise I discovered that there was not a work order to repack this pump. On investigation I found that it was included on the weekly millwright PM inspection route sheet. It was also on route sheets for lubrication mechanics and vibration analysts.
I mentioned this to the area supervisor, who thanked me and said he would submit a work request. He also mentioned that a shutdown was scheduled for the following week and the pump would be available for maintenance then.
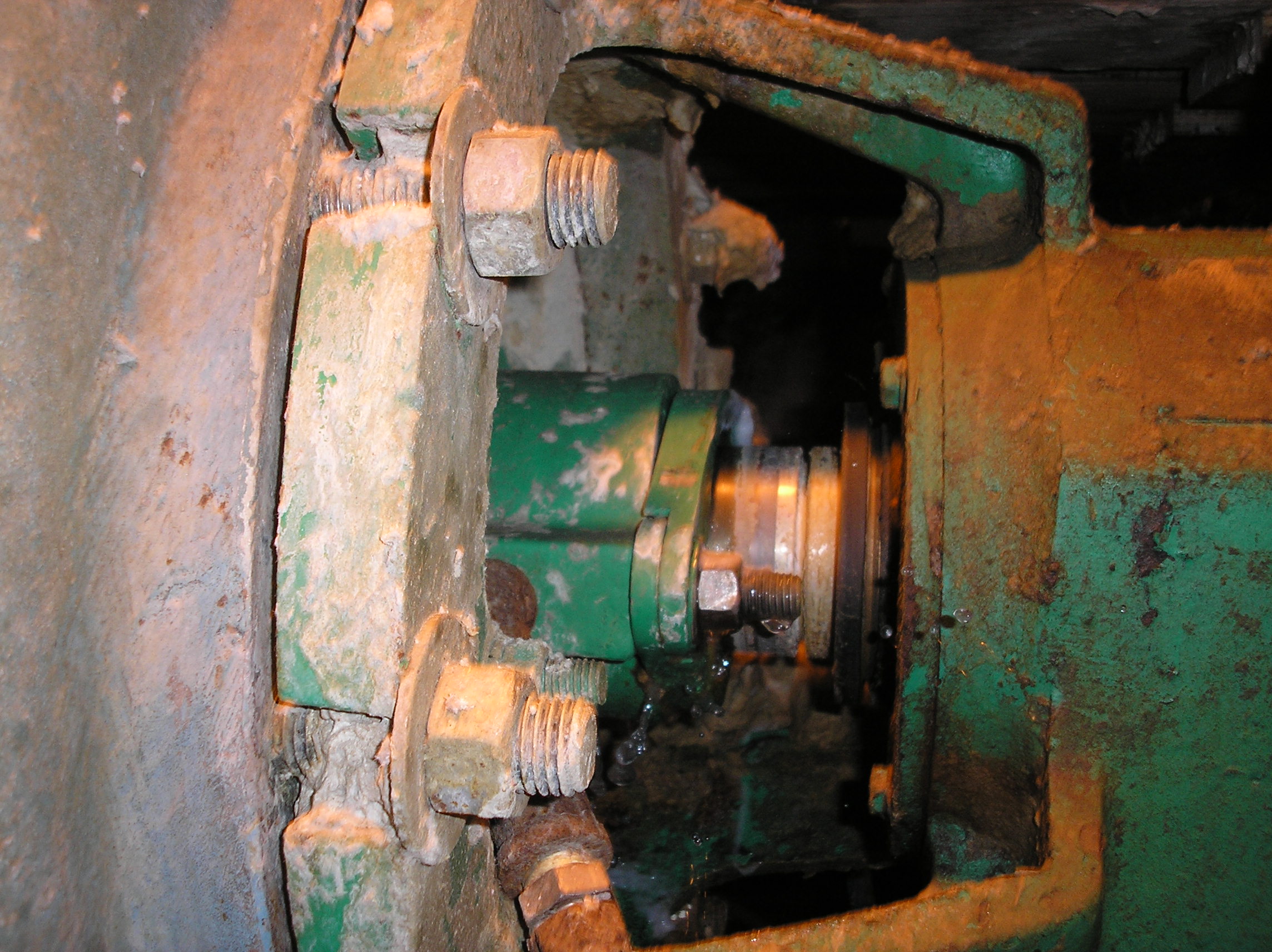
Three weeks later I returned to continue the training. I went to look at the pump and was surprised to see this:

The pump had not been repacked, the packing had completely failed and the only action taken had been to throw a piece of felt over the pump to stop water and pulp spraying on to the adjacent aisle. On checking I found that a work order had been submitted the day that I had mentioned it and its status now showed as “Complete”.
I discussed this with people at my training session and one of the millwrights commented that “We fill in those PM sheets all the time but no-one ever reads them”. A Planner in attendance said that it was his responsibility to review the completed PM inspection sheets but that they consisted of a “large pile of paper that were dumped on his desk” and he had to go through the notes on several hundred inspections to find the few that needed attention. Because of his planning work load, which he thought was more important, he had not been able to review the PM inspection reports for several weeks. He admitted that the millwright was right – they were not being read.
The manager was pleased with the PM compliance results. What he was missing was that the business process for managing PM routes had a serious flaw, in that the problems that were being discovered during the inspections were not resulting in corrective work orders. While the PM compliance reports were showing a positive result, it was in fact causing reliability to suffer. Without the PM programme it is most likely that an operator would have seen the pump packing problem and entered a work request because he would not have expected anyone else to do it.
The Planner also said that “We have a lot of work orders for each shutdown. The system takes so long to close them one at a time that we just close them all when the shutdown is over and expect someone to put in another work request for anything that was not done”.
So the maintenance history for the pump now showed that it had been repacked, when it had not. The difficulty the Planners experienced in closing work orders in the maintenance computer system was creating a situation where many work orders were being recorded as “complete” when the work had not been done, so the maintenance history could not be trusted for any equipment.
The plant and maintenance managers were very surprised when I brought this situation to their attention. Because of the good PM inspection compliance, they believed that the PM programme was working well. They were also of the impression that most shutdown work was being completed as scheduled.
The point to be made here, is that managers should check that their systems are, in fact, really doing the job they were intended to do. The simple action that I had taken, of finding a problem and checking to see if the inspection and work order systems were working effectively to address it takes little time and it provides a manager with information that may never come to his attention through normal channels. For examples of other similar checks that it is easy for a manager to make, see the article “Staying in touch”
When implementing a maintenance computer system it is important to ensure that it can provide Maintenance people with the information that they need. For the above example, that would include a simple process for exception reporting for PM routes so that the people who are responsible for follow up can do so quickly and efficiently. And simple, routine actions such as closing work orders should be able to be done almost instantly.
Click here to return to the articles index
© Veleda Services Ltd
Don Armstrong, President
don.armstrong@veleda.ca
250-655-8267 Pacific Time